
Загадка гладкой поверхности: секреты эффективной настройки фуговального станка
Загадка гладкой поверхности: секреты эффективной настройки фуговального станка
Прежде чем приступить к настройке, необходимо устранить любые неисправности, которые могут возникнуть в работе фуговального станка. Среди основных проблем, требующих внимания, можно выделить:
- Неисправности привода вала (электродвигатель).
- Проблемы с посадочным местом вала двигателя и его шкива.
- Износ подшипниковых опор строгального вала.
- Износ шкива строгального вала и приводного ремня.
- Заклинивание эксцентриковых опор столов.
Настройка требуется всегда после:
- Завершения ремонтных работ.
- Перемещения станка на новое место.
- Ухудшения точности работы станка.
- Замены ножей
Настройка столов фуговального станка является критической – самой важной операцией, от которой зависит качество обработки древесины и получение плоской поверхности заготовки.
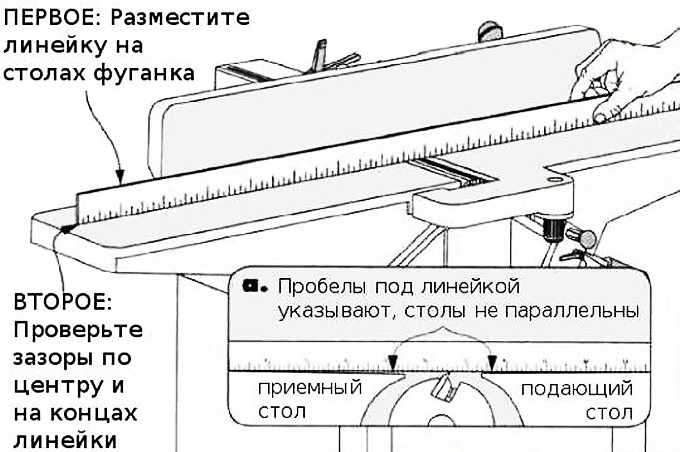
Для проверки параллельности подающего и приемного столов используется поверочная линейка. Оптимальным выбором для настройки фуговальных станков с длиной столов от 2100 мм является поверочная линейка , например ШД-2000. В случае отсутствия такой линейки можно воспользоваться строительным уровнем такой же длины.

Если история станка и его состояние не известно, то перед началом настройки и выставления параллельности столов необходимо убедиться в геометрии каждого стола в отдельности. При приобретении подержанного станка или использовании станка с историей, важно проверить состояние геометрии столов. Как это сделать можно посмотреть здесь.
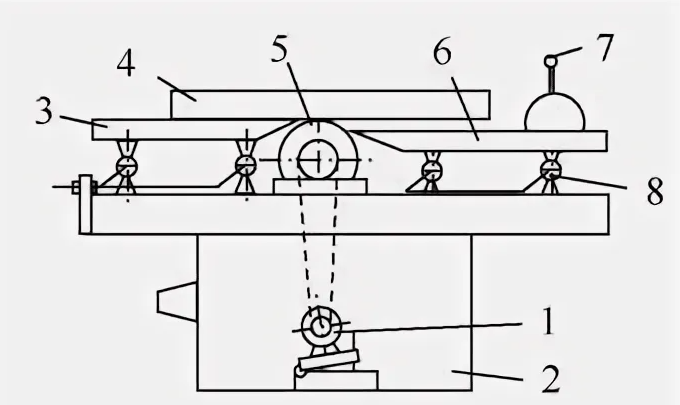
По типу изменения (регулировки) положения фуговальных столов существует два типа конструктива:
- Столы на эксцентриках, работающие по принципу параллелограмма (такой принцип используется в основном в промышленных фуганках)
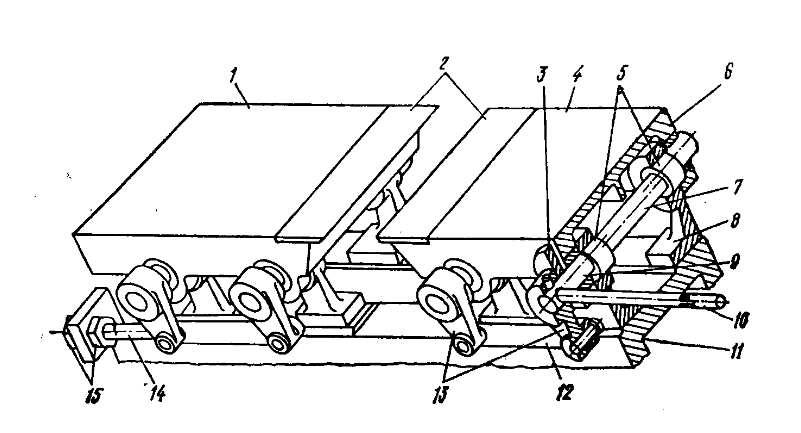
- Столы, закрепленные на ласточкином хвосте, расположенном под углом к продольной оси станка ( используются на моделях легких и средних серий а так же в фуганках в составе комбинированных станков)
Настройка параллельности столов фуганков первого типа (промышленной серии)
Правильный способ настройки профессионального фуговального оборудования включает следующие шаги:
- Проверка положения строгального вала относительно приемного стола.
- Установка приемного стола с учетом положения строгальных ножей.
- Измерение расстояния от линейки, установленной на приемном столе до подающего стола в нескольких точках.
- Подбор мерных пластин под опоры эксцентриков для выравнивания расстояний.
- Контроль параллельности столов при различных положениях подающего стола.
Эти шаги помогут обеспечить правильную настройку фуговального станка и обеспечить качественную обработку древесины.
Исходная положение : приемный стол установлен на высоту выхода ножей строгального вала.
- Поверочная линейка укладывается на приемный стол на всю его длину по левому (или правому) краю стола. При необходимости линейка может фиксироваться в начале стола струбцинами или дополнительным грузом.
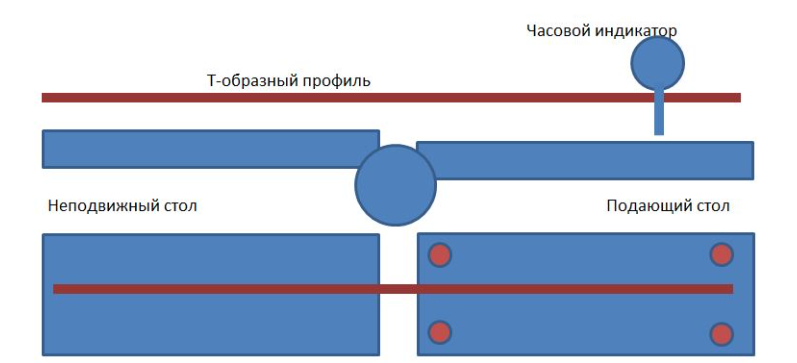
- Подающий стол механизмом подъема устанавливается на высоту ниже приемного стола на 1-1,5 мм.
- С помощью измерительных щупов или часового индикатора производиться замер расстояние между линейкой и подающим столом в местах, под которыми находятся эксцентриковые опоры. Результаты замеров надписываются на столе в местах измерений.
- Данная операция проводится так же по другому краю стола
.jpg)
После окончания измерений имеем 4 размера, которые позволят определить толщину подкладочных пластин под каждую эксцентриковую опору.
Так получив данные (на рисунке) 0.3мм, 0.7мм, 0.5 мм, 0.4мм, вычитаем минимальный размер из всех измерений и получаем толщину трех мерных пластин, которые надо установить под опоры для компенсации ошибки: 0.4мм, 0.2мм, 0.1 мм
|
0.3 |
0.7 |
0.5 |
0.4 |
|
-0.3 |
-0.3 |
-0.3 |
-0.3 |
|
0 |
0.4 |
0.2 |
0.1 |
После установки соответствующих пластин, проводим повторное измерение и контролируем показания. Данные во всех четырех точках должны быть одинаковыми.
Такие же измерения надо провести после изменения положения подающего стола. Равенство должно сохраниться.
Для фуганков, имеющих столы с приножевыми пластинами проверяется линейность пластины относительно стола.
Для этого на каждом из столов необходимо установить короткую поверочную линейку и с помощью измерительного щупа проверить отсутствие зазора между линейкой и столом. Если есть зазор, следует демонтировать пластину, очистить посадочное место и выровнять пластину с помощью подкладок мерных пластин. После установки и закрепления пластин примыкания может потребоваться дошлифовка мест их примыкания.
Настройка параллельности столов фуганков второго типа (регулировка столов на ласточкином хвосте)
Для фуговальных станков, имеющих конструкцию регулировки столов по второму типу (ласточкин хвост) обычно используют упрощенный способ настройки. Данную методику используют для бытовых станков, не имеющих отдельных опор установки столов.
Для этого:
- Подающий стол устанавливается на один уровень с приемным.
- Поверочная линейка укладывается на оба стола.
- Проверяется отсутствие зазоров под линейкой.
- При необходимости подкладываются мерные подкладки (фольгу) под направляющие столов, чтобы выровнять плоскость.
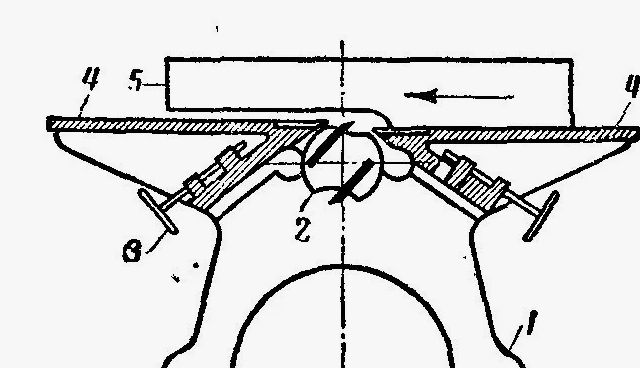
Установка строгальных ножей
Осуществляется после их заточки или если требуется их коррекция.
Правильность установки ножей можно проверить, осмотрев обработанную заготовку. Если нож установлен ниже уровня приемного стола (так называемый "провал ножа"), это будет заметно по "вырыву" древесины в начале заготовки. При высоком положении ножа аналогичный эффект будет виден в конце обработанной заготовки.

Ножи в своей верхней точке должны на 0.1 мм выше приемного стола. Правильность установки ножей хорошо видна при повороте строгального вала: ножи должны соприкасаться с заготовкой, но не отрывать её от стола.

если есть вопросы ? позвоните по телефону 8 800 500 55 42 или 8 812 448 13 14, пишите info@dvt-spb.ru мы обязательно вам поможем!
- 24.03.2024Просмотров: 2899
Фугование древесины – ключевая операция в столярном производстве, предшествующая всем остальным. Основная цель данного процесса заключается в получении ровной и гладкой поверхности древесины.
- 24.03.2024Просмотров: 995
При оценке целесообразности приобретения фуговального станка с «историей» необходимо понимать на что необходимо обратить внмание, а что можно пропустить.
- 18.12.2020Просмотров: 6288
Изготовление прижимных клиньев для ножей в строгальный вал для фуганков и рейсмусов производиться только под конкретный экземпляр станка. В разные годы выпуска оборудования профили пазов могли меняться даже для одной модели станка. В связи с этим купить готовый клин для ножа не получиться.

